Kanten- und Oberflächenbearbeitung Blech
Die Prozesskette der Kanten- und Oberflächenbearbeitung
Die Kanten- und Oberflächenbearbeitung von Blech erfolgt als aufeinander abgestimmte Prozesskette nach dem Trennen der Bauteile. Ziel ist ein definierter Bauteilzustand mit reproduzierbaren Kanten- und Oberflächeneigenschaften.
Die Prozesskette umfasst die Schlackeentfernung, das Vorschleifen, das Entgraten, das Kantenverrunden, die Oxidentfernung und das Oberflächenfinish. Jeder Prozessschritt erfüllt eine klar definierte Funktion und beeinflusst die Qualität der nachfolgenden Bearbeitung.
Dadurch entstehen stabile Voraussetzungen für Beschichtung, Schweißen, Montage und weitere industrielle Folgeprozesse.


Die Prozessschritte bauen aufeinander auf und sind in der folgenden Reihenfolge organisiert:
Schlackeentfernung → Vorschleifen & Entgraten → Entgraten & Kantenverrunden → Oxidentfernung → Oberflächenfinish

Schlackeentfernung
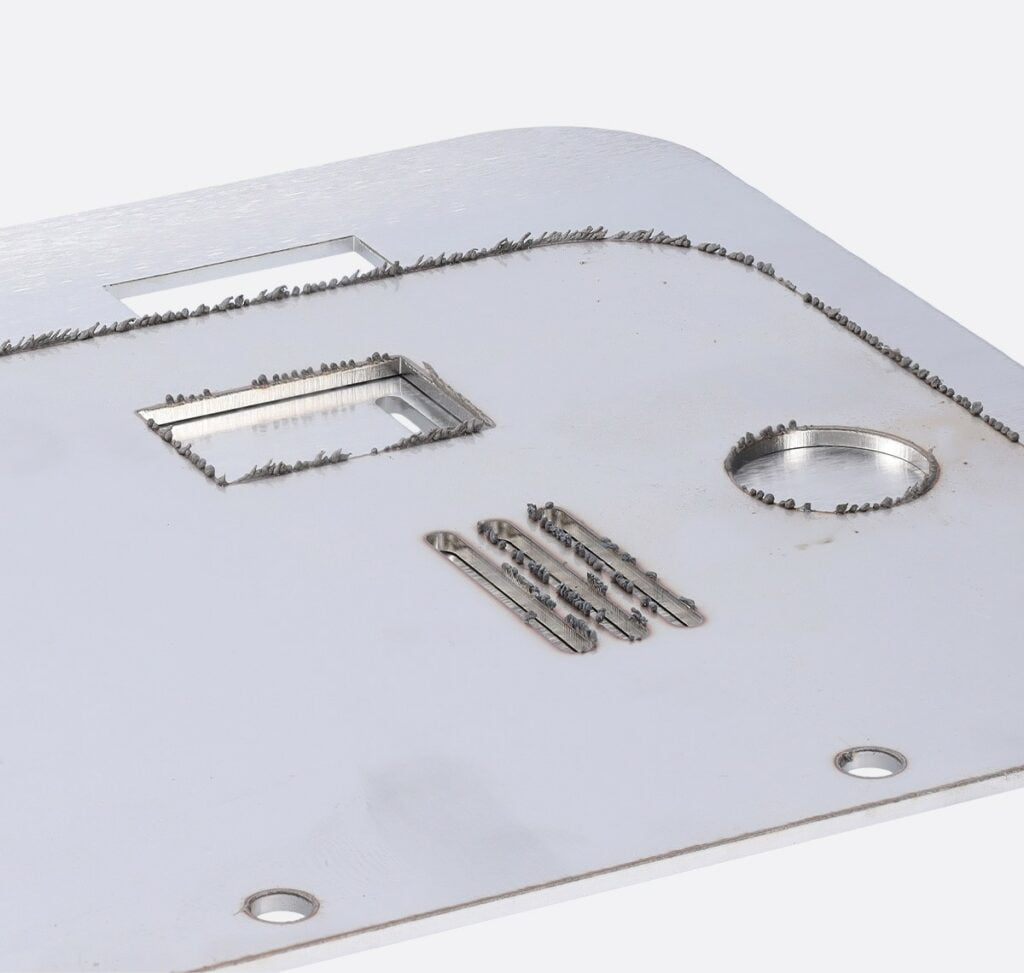
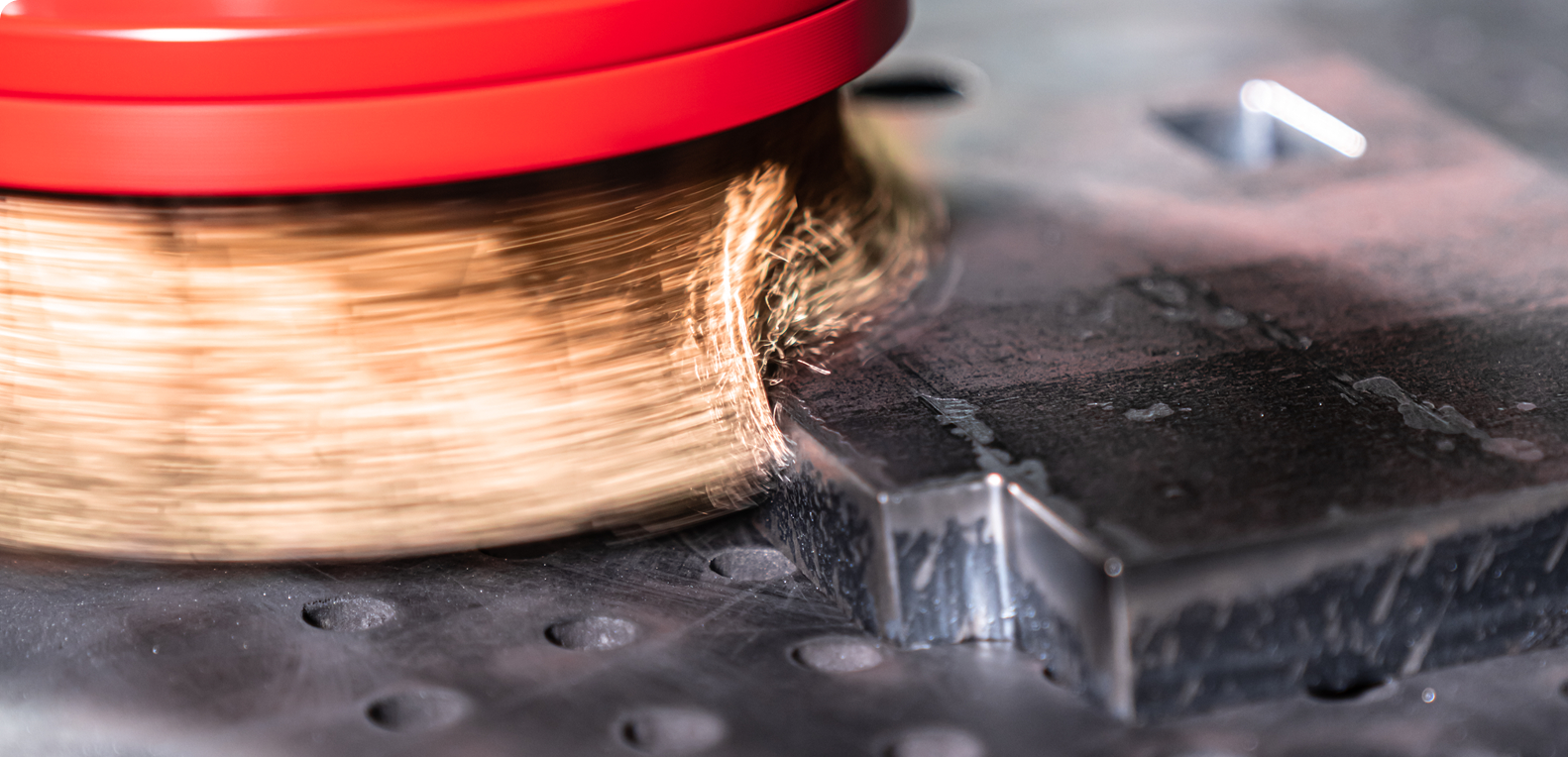
Die Schlackeentfernung ist der erste Prozessschritt der Kanten- und Oberflächenbearbeitung nach thermischem Trennen. Dabei werden Schlackeanhaftungen mechanisch entfernt, die die Bauteiloberfläche und nachfolgende Prozesse beeinträchtigen.
Im Prozessschritt der Schlackeentfernung werden Schlackeanhaftungen gezielt mit Schlackehammerbürsten gelöst, um einen gleichmäßigen, bearbeitbaren Ausgangszustand zu erzeugen.
Das Ergebnis ist ein definierter Bauteilzustand, der stabile und reproduzierbare Folgeprozesse ermöglicht.
Die Schlackeentfernung schafft die Grundlage für das anschließende Vorschleifen und Entgraten. Dabei werden Unebenheiten reduziert und Primärgrat gezielt bearbeitet.



Vorschleifen & Entgraten
Das Vorschleifen und Entgraten bildet den zentralen Vorbereitungsschritt innerhalb der Kanten- und Oberflächenbearbeitung. Dabei werden Unebenheiten reduziert und der beim Trennen entstandene Primärgrat gezielt bearbeitet. Ohne diesen Prozessschritt entstehen instabile Bearbeitungsbedingungen mit schwankender Kantenqualität und erhöhtem Werkzeugverschleiß.
Im Prozessschritt Vorschleifen und Entgraten werden Schleifgewebebänder, Vliesklettscheiben und Schleifklettscheiben eingesetzt, um die Bauteiloberfläche zu egalisieren, Primärgrat zu bearbeiten und einen gleichmäßigen Ausgangszustand zu erzeugen.
Das Ergebnis ist ein gleichmäßiger Ausgangszustand, der reproduzierbares Entgraten und Kantenverrunden ermöglicht.
Das Vorschleifen und Entgraten bereitet die Bauteile für das anschließende Entgraten und Kantenverrunden vor. Dabei entstehen stabile Voraussetzungen, um Sekundärgrat gezielt zu entfernen und einen gleichmäßigen Übergang zwischen Fläche und Kante zu erzeugen.












Entgraten & Verrunden
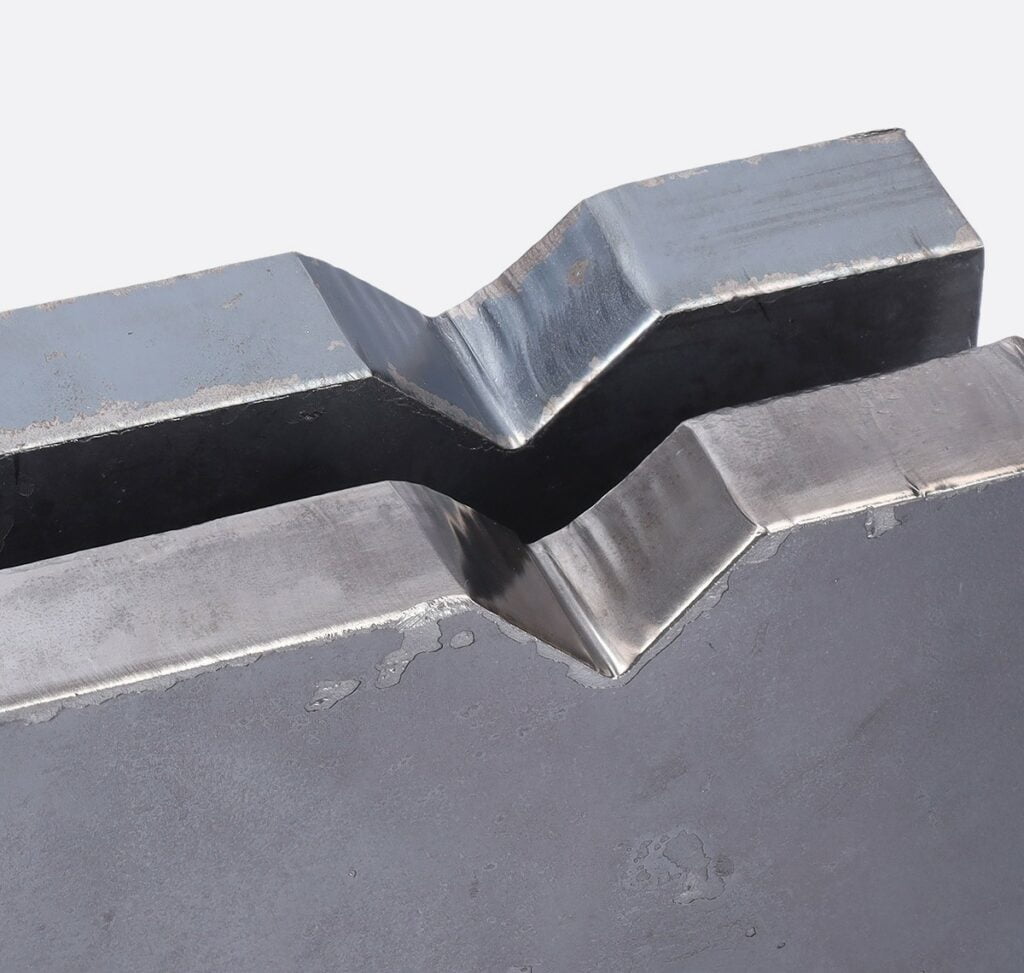
Beim Entgraten und Kantenverrunden wird die Bauteilkante gezielt nachbearbeitet. Dabei werden verbleibende Sekundärgrate entfernt und ein gleichmäßiger Übergang zwischen Fläche und Kante erzeugt. Im Gegensatz zum Vorschleifen liegt der Fokus nicht mehr auf der Vorbereitung, sondern auf der definierten Kantenbearbeitung.
Im Prozessschritt Entgraten und Kantenverrunden werden Entgratblöcke, Entgratteller und Entgratwalzen eingesetzt, um Sekundärgrat zu entfernen und einen gleichmäßigen, radiusähnlichen Übergang zwischen Fläche und Kante zu erzeugen.
Das Ergebnis sind reproduzierbare Kantenbedingungen, die eine gleichmäßige Beschichtungsaufnahme ermöglichen und stabile Folgeprozesse sicherstellen.
Das Entgraten und Kantenverrunden erzeugt definierte Kantenbedingungen. Für stabile Beschichtungsprozesse müssen anschließend verbleibende Oxidschichten entfernt werden, die beim thermischen Trennen entstehen.











Oxidentfernung
Die Oxidentfernung ist der Prozessschritt zur Entfernung von Oxidschichten, die beim thermischen Trennen auf Kante und Oberfläche entstehen und nachfolgende Prozesse beeinträchtigen.
Im Prozessschritt Oxidentfernung werden Oxidbürsten und Oxidwalzen eingesetzt, um Oxidschichten gezielt zu entfernen und einen metallisch sauberen Oberflächenzustand zu erzeugen.
Das Ergebnis sind saubere Kanten- und Oberflächenbereiche, die eine stabile Haftung von Beschichtungssystemen ermöglichen und reproduzierbare Folgeprozesse sicherstellen.
Ohne diesen Prozessschritt verbleiben Oxidschichten, die die Beschichtungsqualität und Weiterverarbeitung negativ beeinflussen.
Die Oxidentfernung stellt metallisch saubere Kanten und Oberflächen her. Im anschließenden Oberflächenfinish werden definierte und reproduzierbare Oberflächeneigenschaften erzeugt.


Finish-Schleifen
Das Oberflächenfinish bildet den abschließenden Prozessschritt der Kanten- und Oberflächenbearbeitung. Dabei wird durch kontrollierten Materialabtrag ein definierter Oberflächenzustand erzeugt.
Im Prozessschritt Oberflächenfinish werden Schleifgewebebänder, Schleifvliesbänder und Polierteller eingesetzt, um Oberflächenstrukturen zu egalisieren und reproduzierbare Oberflächeneigenschaften einzustellen.
Das Ergebnis ist ein finaler Oberflächenzustand, der eine gleichmäßige Beschichtungsaufnahme ermöglicht und stabile, reproduzierbare Folgeprozesse sicherstellt.
Ohne diesen Prozessschritt verbleiben Oberflächenunregelmäßigkeiten, die die Beschichtungsqualität und die Reproduzierbarkeit nachfolgender Prozesse beeinträchtigen.
Die Kanten- und Oberflächenbearbeitung von Blech führt durch aufeinander abgestimmte Prozessschritte zu einem definierten Bauteilzustand. Kanten und Oberflächen besitzen reproduzierbare Eigenschaften, die eine gleichmäßige Beschichtungsaufnahme ermöglichen und stabile Folgeprozesse sicherstellen.







FAQ zur Kanten- und Oberflächenbearbeitung von Blech
Hier findest du Antworten zu typischen Fragen entlang der Prozesskette der Kanten- und Oberflächenbearbeitung – von der Schlackeentfernung über das Entgraten und Kantenverrunden bis zur Oxidentfernung und zum Oberflächenfinish.
Nach dem Trennen weisen Blechbauteile häufig Schlacke, Primärgrat, Sekundärgrat, scharfe Kanten, Oxidschichten oder Bearbeitungsspuren auf.
Durch die Kanten- und Oberflächenbearbeitung wird ein definierter Bauteilzustand hergestellt. Dieser verbessert die Beschichtungsfähigkeit, reduziert Verletzungsrisiken und schafft stabile Voraussetzungen für nachfolgende Fertigungsprozesse.
Die vollständige Prozesskette umfasst Schlackeentfernung, Vorschleifen, Entgraten, Kantenverrunden, Oxidentfernung und Oberflächenfinish.
Jeder Prozessschritt erfüllt eine eigene Aufgabe: grobe Anhaftungen entfernen, Primärgrat reduzieren, Sekundärgrat beseitigen, einen radiusähnlichen Übergang zwischen Fläche und Kante erzeugen, Oxidschichten entfernen und die Oberfläche funktional oder optisch finishen.
Beim Entgraten werden Primär- und Sekundärgrate entfernt. Ziel ist eine gratfreie Kante ohne störende Materialüberstände.
Beim Kantenverrunden wird zusätzlich ein radiusähnlicher Übergang zwischen Fläche und Kante erzeugt. Dieser verbessert die Handhabung, die Beschichtungsfähigkeit und die Reproduzierbarkeit nachfolgender Prozesse.
Der Primärgrat entsteht direkt beim Trennen oder Stanzen als Materialüberstand an der Schnittkante.
Ein Sekundärgrat kann bei nachgelagerten Bearbeitungsschritten entstehen, wenn Restmaterial nicht vollständig abgetragen, sondern plastisch in Richtung Oberfläche umgeformt wird. Deshalb ist ein kontrollierter Materialabtrag entscheidend für eine stabile Prozesskette.
Im Prozessschritt Vorschleifen werden Schleifgewebebänder, Schleifklettscheiben oder Vliesklettscheiben eingesetzt, um Primärgrate, Spritzer, Unebenheiten oder Zunderschichten zu reduzieren.
Das Ziel ist ein gleichmäßiger Ausgangszustand, damit nachfolgende Werkzeuge beim Entgraten und Kantenverrunden stabil und reproduzierbar wirken können.
Im Prozessschritt Entgraten und Kantenverrunden werden Entgratteller, Entgratwalzen oder Entgratblöcke eingesetzt, um leichte Primär- und Sekundärgrate zu entfernen und einen radiusähnlichen Übergang zwischen Fläche und Kante herzustellen.
Die Werkzeugwahl hängt vom Bauteil, der Maschine, dem Werkstoff, der Gratausprägung und dem gewünschten Bearbeitungsergebnis ab.
Scharfe Blechkanten können zu ungleichmäßiger Schichtdickenverteilung und Beschichtungsfehlern führen.
Durch Kantenverrundung entsteht ein radiusähnlicher Übergang zwischen Fläche und Kante. Dadurch kann die Beschichtung gleichmäßiger aufgebaut werden, was die Haftung und die Korrosionsbeständigkeit des Bauteils unterstützt.
Oxidschichten entstehen insbesondere beim thermischen Schneiden mit Sauerstoff. Diese Schichten können die Haftung von Lacken, Pulverbeschichtungen oder galvanischen Überzügen beeinträchtigen.
Im Prozessschritt Oxidentfernung werden Oxidbürsten oder Oxidwalzen eingesetzt, um schwarze Oxidschichten an den Schnittkanten zu entfernen und metallisch blanke Kanten für stabile Folgeprozesse herzustellen.
Das Oberflächenfinish dient der Herstellung eines definierten und reproduzierbaren Oberflächenzustands.
Im Prozessschritt Oberflächenfinish werden Schleifvliesbänder, Finish-Schleifgewebebänder oder Polierteller eingesetzt, um je nach Anforderung ein gleichmäßiges Oberflächenbild, ein Linien-Finish, einen richtungslosen Schliff oder eine glänzende Oberfläche zu erzeugen.
Unzureichend bearbeitete Blechkanten können zu Beschichtungsfehlern, Sekundärgrat, Montageproblemen, erhöhtem Verletzungsrisiko und instabilen Folgeprozessen führen.
Eine abgestimmte Prozesskette aus Schlackeentfernung, Vorschleifen, Entgraten, Kantenverrunden, Oxidentfernung und Oberflächenfinish reduziert Nacharbeit und unterstützt reproduzierbare Bauteileigenschaften.
Deine Ansprechpartner

Marc Böck

Jochen Böck

Anja Berscheit